Önmagában a keménységmérésről, annak hátteréről órákat lehetne beszélgetni, de ez unalmas lenne és valljuk be őszintén… kicsit értelmetlen is velejéig kivesézni ezt egy késes közösségben. (Ha mélyebben érdekel a dolog, netes keresőbe beírni: „keménységmérés” és ezer meg egy forrást találsz. Sok szakkönyv megtalálható antikváriumokban is) Sajnos nem mehetünk el néhány száraz és talán unalmas rész mellett, de ha ezen átrágjuk magunkat megértjük mit rejt ez a három betű: háercé. Aki pedig szakmai szemmel nézi, kérem nézze el nekem, hogy a terjedelem érdekében kimarad egy-két dolog.
Keménységmérés, keménységvizsgálat: Szilárd anyagok mechanikai tulajdonságainak mérésére szolgáló eljárás. Az adott anyag egyéb tulajdonságaival arányban áll, így a rugalmassággal, a szilárdsággal, a kopásállósággal; fordítottan arányos a képlékenységgel, a szívósággal csillapítóképességgel. (Általában…) Fontosabb típusai:
A szúró keménységmérés: a vizsgálandó anyagnál jóval keményebb, ún. szúrószerszámot nyomunk az ahhoz alkalmasan megválasztott terheléssel az anyagba és az így létrejövő lenyomat területéből vagy a benyomódás mélységéből származtatják a keménységi mérőszámot. (Ezekre térünk ki a későbbiekben, ezek adják a legpontosabb eredményt)
Az ejtő keménységmérés: a vizsgálandó anyagra ejtett mérőtest visszapattanási magasságából határozható meg az ütközés rugalmas energiájával összefüggő keménységi mérőszám.
A rezgő keménységmérés: a vizsgálandó anyagra szorított rezgőfej rezgésben tartásához szükséges energia méréséből fejezhető ki az anyag csillapítóképességével összefüggő keménységi mérőszám.
A karc keménységmérés: különböző anyagokkal megkarcoljuk az anyagot, ha jelet hagy, akkor keményebb, mint amit karcoltunk.
Szúró keménységmérésen belül megkülönböztetünk hármat: Brinell, Rockwell és Vickers típusú keménységmérés. Ezen három közül a Rockwell a lenyomat mélységéből, míg a másik kettő a lenyomat által képzett területből származtatja a keménységet. Az iparban legfőképp a Rockwell féle keménységmérést alkalmazzuk, ami jól automatizálható, kevesebb előkészítést igényel, viszont nem ad olyan pontos eredményt mint a Vickers mérés. Itt szeretnék kitérni a Rockwell és Vickers mérés körülményeire:
Rockwell esetében (azon belül is ’C’ skála esetén, innen a HRC) egy 120°os gyémántkúp behatolásának mélységét mérjük 150 Kg-os terhelés hatására (ebből 10kg az előterhelés, mely az anyag rugalmasságának és egyéb zavaró tényezők hatását hivatott csökkenteni és a gyémánt biztos érintkezését a mérendő munkadarabbal, valamint 140kg a főterhelés). A mért érték közmegegyezéssel kialakított, dimenzió nélküli szám.
Vickers esetében a keménységet egy 136°os csúcsszögű gyémántgúla lenyomatának területéből származtatjuk. (A lenyomat területe arányos a terhelő erővel, így utóbbi tetszőlegesen megválasztható, de vasötvözeteknél általában 30kg).
Most fellélegezhetünk: Végre! Átrágtuk magunkat az alapokon, most már tudjuk az elvi alapokat a bűvösHRC-hez. Nézzük lépésenként a gyakorlatban, hogy is megy ez a késeknél…
Az alanyt hőkezeltük, előkészülünk keménységméréshez. Azaz kialakítunk rá egy revementes és tiszta felületet, amely síkpárhuzamos a felfekvő felülettel. Ez általában a markolat alatti részt jelenti. Itt szeretném megjegyezni, hogy pl. az élnél, könnyen előfordulhat, hogy magasabb értéket mérnénk, akár 1 Hrc-vel is, a jelentősen vékonyabb a szelvényméretből adódó hőkezelés hatására. Egy kis szösszenet ezzel kapcsolatban: Emlékszek, régebben történt, hogy hiába csiszoltam fel a pengét szép fényesre, nem azt az értéket kaptam, ami elvárható lett volna, hanem 2-3 HRC-vel kevesebbet. Egy vastag 6-7mm-es sleipner pengéről beszélünk, aminek ugye a hőntartás következtében dekarbonizálódott a felülete és nem csiszoltam fel eléggé, ennyi már elég is volt, hogy becsapjam magam. Kicsit csiszoltam még rajta és láss csodát, hozta a keménységet…
( Megjegyzés: A melegen hengerelt felületből gyártáskor 0,3-0,5 mm mélységben kiég a karbon és
az ötvözők egy része. Ennek a rétegnek az eltávolítása nélkül a k.mérés illuzórikus…)



Kalibráltuk a mérőberendezést, általában a várt értékhez legközelebb eső, úgynevezett etalon segítségével. Ha csal a gépünk, az nem baj, de mindig ugyan annyit csaljon és tudjunk róla, így pontos értéket kaphatunk…

Ha ezzel is megvagyunk, befogjuk a kést billegésmentesen és minden féle olaj vagy egyéb szennyezőtől megtisztítva. Az orsó segítségével ráadjuk az előterhelést. Kinullázuk az órát, majd ráadjuk a főterhelést, úgy, hogy a mutató kis késéssel induljon el, majd 3-6 sec múlva megálljon, mindezt szabvány rögzíti. (Ezt, egy úgy nevezett, olaj-katarakt segítségével tudjuk beállítani, ez felelős a terhelő erő csillapított ráadásáról)

Visszaemeljük a kart és leolvassuk a kapott értéket. Majd mindezt megismételjük, mert ahogy a mondás is tartja: „egy mérés nem mérés, két mérés fél mérés, három mérés egy mérés”.

KÉSZ!
Ezzel megvagyunk és nyugtázzuk magunkban, hogy megtudtuk a pontos keménységértéket. De biztos ez?! Jobb ha (nem) tudunk róla, hol lehet elrontani, mert akkor nyugodtabban alszunk! Ugyanis sokkal több lehetőség van kezünkben, hogy becsapjuk magunkat, mint gondolnánk… A cikk második részében nézzük meg ezeket sorba:
Két részre bontom a dolgot: egyik a mérőberendezés fizikai korlátaiból adódó hibák, másik saját korlátainkból adódó hibák. Méréstechnika bővebben kitárgyalja ezt, nem szeretném részletezni, de adott a valós érték, amit csak becsülni tudunk, megtudni sohasem, de jó közelítéssel már megelégszünk (legalábbis én ) Van a mért érték, vannak az állandó hibák (pl, biztosan tudjuk, hogy az mutató fixen 2 HRC-t csal) és vannak a véletlen hibák. A véletlen hibákkal vannak gondok, ugyanis ezt nem tudjuk kiküszöbölni, csak kalkulálunk vele, márha tudunk…
Nézzük a merőberendezést, adott egy gép (KV-02-es, ilyet használok én is).
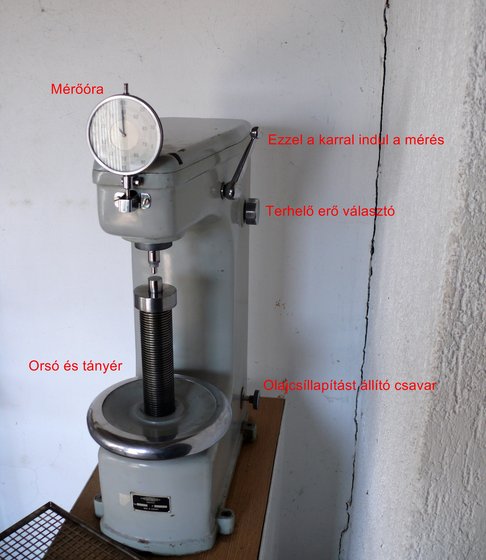
Mérési elve a következő: egy „libikóka” egyik oldalán találhatóak a terhelést szolgáló súlyok, másik oldalán a gyémántfej és annak elmozdulását mérő századpontos óra. Az ezeket tartó kar kettős prizmán billeg, ez a lelke a gépnek. 1:5 arányban osztja fel „libikóka” két végét. A prizmák
precíziósan összecsiszolt élágyazások, legkisebb sérülésük is gondokat okoz.
Ezek miatt a keménységmérő csak szétszedett és gondosan csomagolt állapotban szállítható!!!

A prizmák ott találhatók a négy csavar által lefogott szorítólap alatt. Jól el van dugva, nem is baj, érzékeny jószág…
És még egy pár egyéb dolog is van benne ami mind mind befolyásolja a mérést (lineáris csapágy amiben a gyémánttartó gördül, ennek meghibásodása is okozhat gondot, nekem pl.: volt, hogy kicsit szorult, ebből adódóan magasabb értékeket mértem.A tartó orsó és a tányér közötti axiális csapágyba kosz kerül vagy korrodál. De elég ha nincs vízszintbe állítva a gép és esetleg méréskor hozzá-hozzá érnek a súlyok az oldalfalához. Vagy akár olajkatarakt is befolyásolhat, máshogy csillapít nyáron melegben és máshogy télen a hideg időben, arról nem is beszélve, hogy az olaj el is folyhat belőle…) . De maga a gépváz is hibaforrás lehet! Masszív és nagyon nehéz valaminek tűnik elsőre ugye? (Megjegyzem az is…) szürkeöntvény váz, mázsa felett van, mégis mi hibát okozhat? Gondolnánk előre, hogy semmit… No, nem így van. A váz egy „C” váz (ezzel az úgy nevezett elsőrendű vagy más néven szöghibát okozva. ilyen a tolómérő is, azzal se sok értelme van ezred pontosan mérni, arra ott van a mikrométer, a maga másodrendű hibáival…). Elég csak kipróbálni: lemérünk egy keménységet, a mérésben kifáradva rátámaszkodunk a gép elejére és hoppá! Összenyomtuk annyira, hogy akár 2-3 HRC értéket is csaltunk rajta… Két mikron elmozdulás a gyémánt hegyén = 1 HRC…
Miért is van ez? Gondoljunk bele, hogy egy HRC érték 2ezred (0,002mm), teszem azt a legvékonyabb olajfilm réteg pont ennyi, de még a legvékonyabb hajszál is 5 ezred. Nem nehéz egy ilyen léptékű méretnél hibát véteni…
A lényeg, hogy egy ilyen mechanikai elven történő a mérésnél,- akkor is ha utána ezt az analóg értéket digitalizáljuk, sőt az még az átalakításból eredően értékvesztéssel jár…- nincs értelme tizedes pontosan megadni értéket, önmagunkat csapjuk be. A Rockwell C típusú mérés nem erre lett kifejlesztve, ennek lényege a gyors automatizálás és ellenőrzés, hogy sikerült-e betartani a technológiai utasításokat. Nem igazán anyagvizsgálati műszer (arra ott van a Vickers mérés, mellyel akár külön-külön a szemcsék keménységét is lemérhetjük… ha a akarnánk). Egy hitelesített Rockwell mérőgépnél már jó eredménynek számít a +-1HRC-n körüli tűrés is, állandó kalibrálással belőhetjük pontosabbra is, de ugye mostmár látod, hogy miért nincs értelme a 57,36 HRC-nek? (csak elméleti alapon létezik és pl.: Vickersből származtathatjuk).
Nézzük meg, hogy mi magunk milyen hibák forrásai lehetünk: A mérés körülményei nem véletlen szabályozottak elég szigorúan.(ISO 6508)
A vizsgálandó darab vagy réteg vastagsága legalább a benyomódás értékének 8-szorosa legyen. Ajánlatos a lenyomatokat úgy készíteni, hogy a középpontjuk a munkadarab szélétől 2,5-szeres, míg egymástól 4-szeres lenyomat-átmérőnyire legyen. Hogy miért? Mert a gyémánt képlékeny alakítást végez a behatolt anyagon. Álljon itt egy kép ennek bizonyítására:
Láthatod te is. HRC mérésnél a mélységi hatásövezet ~0,8mm!Tehát már egy 1mm-es penge keménységmérése is necces, ha sokat csiszolsz belőle…
A következő dolog a mérendő penge rögzítése, erre is van szabvány:
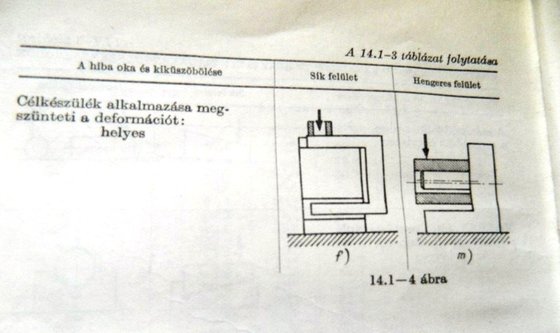
Miért? Mert nem a penge rugalmasságát és csúszást szeretnénk mérni, hanem a keménységét. Nem beszélve, hogy ezzel nagyon könnyen árthatunk a gépnek! Volt kezemben olyan gyémánt, amivel nem a behatoló testtel merőleges dolgot mértek, az kicsúszott és rotty… a gyémánttartó is deformálódott, újonnan most 60e Ft körül van csak a gyémánt… ekkor jön a második rotty.
Ha ilyet akarunk mérni, arra ott vannak a már feltüntetett befogók:


Végszó: A "háercé" tehát nem minden, nem mond el mindent az anyagról (magas megeresztésű-e, milyen szemcsefinomságú stb.) Sőt nem is mindig annyi, mint amennyit mutat az óra. Tehát ne misztifikáljuk túl, de legalább tudjuk, hogy mi áll e három betű mögött. (HRC).
(Köszönet egy-két képért és beszélgetésért ’Lacibácsinak’!)
Írta: Palcsesz ’Angelero’ Imre
Keménységmérés, keménységvizsgálat: Szilárd anyagok mechanikai tulajdonságainak mérésére szolgáló eljárás. Az adott anyag egyéb tulajdonságaival arányban áll, így a rugalmassággal, a szilárdsággal, a kopásállósággal; fordítottan arányos a képlékenységgel, a szívósággal csillapítóképességgel. (Általában…) Fontosabb típusai:
A szúró keménységmérés: a vizsgálandó anyagnál jóval keményebb, ún. szúrószerszámot nyomunk az ahhoz alkalmasan megválasztott terheléssel az anyagba és az így létrejövő lenyomat területéből vagy a benyomódás mélységéből származtatják a keménységi mérőszámot. (Ezekre térünk ki a későbbiekben, ezek adják a legpontosabb eredményt)
Az ejtő keménységmérés: a vizsgálandó anyagra ejtett mérőtest visszapattanási magasságából határozható meg az ütközés rugalmas energiájával összefüggő keménységi mérőszám.
A rezgő keménységmérés: a vizsgálandó anyagra szorított rezgőfej rezgésben tartásához szükséges energia méréséből fejezhető ki az anyag csillapítóképességével összefüggő keménységi mérőszám.
A karc keménységmérés: különböző anyagokkal megkarcoljuk az anyagot, ha jelet hagy, akkor keményebb, mint amit karcoltunk.
Szúró keménységmérésen belül megkülönböztetünk hármat: Brinell, Rockwell és Vickers típusú keménységmérés. Ezen három közül a Rockwell a lenyomat mélységéből, míg a másik kettő a lenyomat által képzett területből származtatja a keménységet. Az iparban legfőképp a Rockwell féle keménységmérést alkalmazzuk, ami jól automatizálható, kevesebb előkészítést igényel, viszont nem ad olyan pontos eredményt mint a Vickers mérés. Itt szeretnék kitérni a Rockwell és Vickers mérés körülményeire:
Rockwell esetében (azon belül is ’C’ skála esetén, innen a HRC) egy 120°os gyémántkúp behatolásának mélységét mérjük 150 Kg-os terhelés hatására (ebből 10kg az előterhelés, mely az anyag rugalmasságának és egyéb zavaró tényezők hatását hivatott csökkenteni és a gyémánt biztos érintkezését a mérendő munkadarabbal, valamint 140kg a főterhelés). A mért érték közmegegyezéssel kialakított, dimenzió nélküli szám.
Vickers esetében a keménységet egy 136°os csúcsszögű gyémántgúla lenyomatának területéből származtatjuk. (A lenyomat területe arányos a terhelő erővel, így utóbbi tetszőlegesen megválasztható, de vasötvözeteknél általában 30kg).
Most fellélegezhetünk: Végre! Átrágtuk magunkat az alapokon, most már tudjuk az elvi alapokat a bűvösHRC-hez. Nézzük lépésenként a gyakorlatban, hogy is megy ez a késeknél…
Az alanyt hőkezeltük, előkészülünk keménységméréshez. Azaz kialakítunk rá egy revementes és tiszta felületet, amely síkpárhuzamos a felfekvő felülettel. Ez általában a markolat alatti részt jelenti. Itt szeretném megjegyezni, hogy pl. az élnél, könnyen előfordulhat, hogy magasabb értéket mérnénk, akár 1 Hrc-vel is, a jelentősen vékonyabb a szelvényméretből adódó hőkezelés hatására. Egy kis szösszenet ezzel kapcsolatban: Emlékszek, régebben történt, hogy hiába csiszoltam fel a pengét szép fényesre, nem azt az értéket kaptam, ami elvárható lett volna, hanem 2-3 HRC-vel kevesebbet. Egy vastag 6-7mm-es sleipner pengéről beszélünk, aminek ugye a hőntartás következtében dekarbonizálódott a felülete és nem csiszoltam fel eléggé, ennyi már elég is volt, hogy becsapjam magam. Kicsit csiszoltam még rajta és láss csodát, hozta a keménységet…
( Megjegyzés: A melegen hengerelt felületből gyártáskor 0,3-0,5 mm mélységben kiég a karbon és
az ötvözők egy része. Ennek a rétegnek az eltávolítása nélkül a k.mérés illuzórikus…)
Kalibráltuk a mérőberendezést, általában a várt értékhez legközelebb eső, úgynevezett etalon segítségével. Ha csal a gépünk, az nem baj, de mindig ugyan annyit csaljon és tudjunk róla, így pontos értéket kaphatunk…
Ha ezzel is megvagyunk, befogjuk a kést billegésmentesen és minden féle olaj vagy egyéb szennyezőtől megtisztítva. Az orsó segítségével ráadjuk az előterhelést. Kinullázuk az órát, majd ráadjuk a főterhelést, úgy, hogy a mutató kis késéssel induljon el, majd 3-6 sec múlva megálljon, mindezt szabvány rögzíti. (Ezt, egy úgy nevezett, olaj-katarakt segítségével tudjuk beállítani, ez felelős a terhelő erő csillapított ráadásáról)
Visszaemeljük a kart és leolvassuk a kapott értéket. Majd mindezt megismételjük, mert ahogy a mondás is tartja: „egy mérés nem mérés, két mérés fél mérés, három mérés egy mérés”.
KÉSZ!
Ezzel megvagyunk és nyugtázzuk magunkban, hogy megtudtuk a pontos keménységértéket. De biztos ez?! Jobb ha (nem) tudunk róla, hol lehet elrontani, mert akkor nyugodtabban alszunk! Ugyanis sokkal több lehetőség van kezünkben, hogy becsapjuk magunkat, mint gondolnánk… A cikk második részében nézzük meg ezeket sorba:
Hogyan ne mérjünk keménységet?
Avagy miért hunyorgok pl.: egy 57,36 HRC-s értéken.
Avagy miért hunyorgok pl.: egy 57,36 HRC-s értéken.
Két részre bontom a dolgot: egyik a mérőberendezés fizikai korlátaiból adódó hibák, másik saját korlátainkból adódó hibák. Méréstechnika bővebben kitárgyalja ezt, nem szeretném részletezni, de adott a valós érték, amit csak becsülni tudunk, megtudni sohasem, de jó közelítéssel már megelégszünk (legalábbis én ) Van a mért érték, vannak az állandó hibák (pl, biztosan tudjuk, hogy az mutató fixen 2 HRC-t csal) és vannak a véletlen hibák. A véletlen hibákkal vannak gondok, ugyanis ezt nem tudjuk kiküszöbölni, csak kalkulálunk vele, márha tudunk…
Nézzük a merőberendezést, adott egy gép (KV-02-es, ilyet használok én is).
Mérési elve a következő: egy „libikóka” egyik oldalán találhatóak a terhelést szolgáló súlyok, másik oldalán a gyémántfej és annak elmozdulását mérő századpontos óra. Az ezeket tartó kar kettős prizmán billeg, ez a lelke a gépnek. 1:5 arányban osztja fel „libikóka” két végét. A prizmák
precíziósan összecsiszolt élágyazások, legkisebb sérülésük is gondokat okoz.
Ezek miatt a keménységmérő csak szétszedett és gondosan csomagolt állapotban szállítható!!!
A prizmák ott találhatók a négy csavar által lefogott szorítólap alatt. Jól el van dugva, nem is baj, érzékeny jószág…
És még egy pár egyéb dolog is van benne ami mind mind befolyásolja a mérést (lineáris csapágy amiben a gyémánttartó gördül, ennek meghibásodása is okozhat gondot, nekem pl.: volt, hogy kicsit szorult, ebből adódóan magasabb értékeket mértem.A tartó orsó és a tányér közötti axiális csapágyba kosz kerül vagy korrodál. De elég ha nincs vízszintbe állítva a gép és esetleg méréskor hozzá-hozzá érnek a súlyok az oldalfalához. Vagy akár olajkatarakt is befolyásolhat, máshogy csillapít nyáron melegben és máshogy télen a hideg időben, arról nem is beszélve, hogy az olaj el is folyhat belőle…) . De maga a gépváz is hibaforrás lehet! Masszív és nagyon nehéz valaminek tűnik elsőre ugye? (Megjegyzem az is…) szürkeöntvény váz, mázsa felett van, mégis mi hibát okozhat? Gondolnánk előre, hogy semmit… No, nem így van. A váz egy „C” váz (ezzel az úgy nevezett elsőrendű vagy más néven szöghibát okozva. ilyen a tolómérő is, azzal se sok értelme van ezred pontosan mérni, arra ott van a mikrométer, a maga másodrendű hibáival…). Elég csak kipróbálni: lemérünk egy keménységet, a mérésben kifáradva rátámaszkodunk a gép elejére és hoppá! Összenyomtuk annyira, hogy akár 2-3 HRC értéket is csaltunk rajta… Két mikron elmozdulás a gyémánt hegyén = 1 HRC…
Miért is van ez? Gondoljunk bele, hogy egy HRC érték 2ezred (0,002mm), teszem azt a legvékonyabb olajfilm réteg pont ennyi, de még a legvékonyabb hajszál is 5 ezred. Nem nehéz egy ilyen léptékű méretnél hibát véteni…
A lényeg, hogy egy ilyen mechanikai elven történő a mérésnél,- akkor is ha utána ezt az analóg értéket digitalizáljuk, sőt az még az átalakításból eredően értékvesztéssel jár…- nincs értelme tizedes pontosan megadni értéket, önmagunkat csapjuk be. A Rockwell C típusú mérés nem erre lett kifejlesztve, ennek lényege a gyors automatizálás és ellenőrzés, hogy sikerült-e betartani a technológiai utasításokat. Nem igazán anyagvizsgálati műszer (arra ott van a Vickers mérés, mellyel akár külön-külön a szemcsék keménységét is lemérhetjük… ha a akarnánk). Egy hitelesített Rockwell mérőgépnél már jó eredménynek számít a +-1HRC-n körüli tűrés is, állandó kalibrálással belőhetjük pontosabbra is, de ugye mostmár látod, hogy miért nincs értelme a 57,36 HRC-nek? (csak elméleti alapon létezik és pl.: Vickersből származtathatjuk).
Nézzük meg, hogy mi magunk milyen hibák forrásai lehetünk: A mérés körülményei nem véletlen szabályozottak elég szigorúan.(ISO 6508)
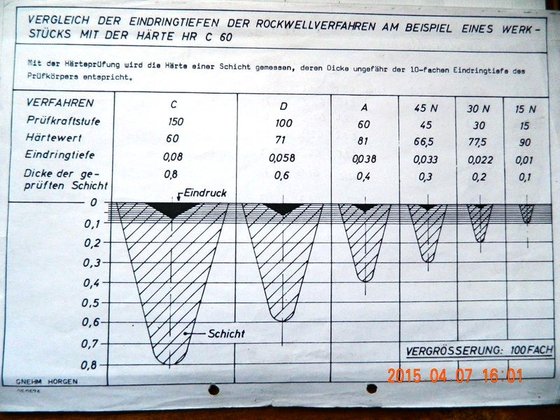
A vizsgálandó darab vagy réteg vastagsága legalább a benyomódás értékének 8-szorosa legyen. Ajánlatos a lenyomatokat úgy készíteni, hogy a középpontjuk a munkadarab szélétől 2,5-szeres, míg egymástól 4-szeres lenyomat-átmérőnyire legyen. Hogy miért? Mert a gyémánt képlékeny alakítást végez a behatolt anyagon. Álljon itt egy kép ennek bizonyítására:
Láthatod te is. HRC mérésnél a mélységi hatásövezet ~0,8mm!Tehát már egy 1mm-es penge keménységmérése is necces, ha sokat csiszolsz belőle…
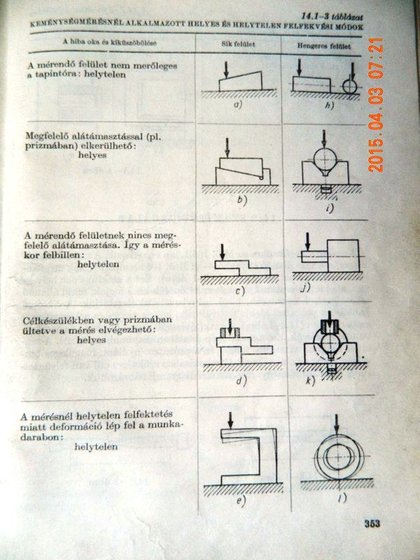
A következő dolog a mérendő penge rögzítése, erre is van szabvány:
Miért? Mert nem a penge rugalmasságát és csúszást szeretnénk mérni, hanem a keménységét. Nem beszélve, hogy ezzel nagyon könnyen árthatunk a gépnek! Volt kezemben olyan gyémánt, amivel nem a behatoló testtel merőleges dolgot mértek, az kicsúszott és rotty… a gyémánttartó is deformálódott, újonnan most 60e Ft körül van csak a gyémánt… ekkor jön a második rotty.
Ha ilyet akarunk mérni, arra ott vannak a már feltüntetett befogók:
Végszó: A "háercé" tehát nem minden, nem mond el mindent az anyagról (magas megeresztésű-e, milyen szemcsefinomságú stb.) Sőt nem is mindig annyi, mint amennyit mutat az óra. Tehát ne misztifikáljuk túl, de legalább tudjuk, hogy mi áll e három betű mögött. (HRC).
(Köszönet egy-két képért és beszélgetésért ’Lacibácsinak’!)
Írta: Palcsesz ’Angelero’ Imre